一家專業(yè)設計《吸塑鋁模》
生產(chǎn)吸塑鋁模為主的企業(yè)
全國服務熱線
15258121900(何先生)
一家專業(yè)設計《吸塑鋁模》
生產(chǎn)吸塑鋁模為主的企業(yè)
全國服務熱線
15258121900(何先生)
熱門搜索: 正負壓模具 自動化設備(壓空模) 正負壓空模 冷卻水裝置 吸塑鋁模 正負壓空模
立即咨詢具備設計、制作、安裝能力,也可根據(jù)客戶所提要求進行加工生產(chǎn)
Pursuit of Quality, Sincere Service,Win the future
本廠具備有專業(yè)的生產(chǎn)技術(shù)人員和專業(yè)的設計人員 ,是值得您信賴與合作的廠家
專業(yè)的工程師隊伍
生產(chǎn)吸塑鋁模為主的企業(yè),本廠具備有專業(yè)的生產(chǎn)技術(shù)人員和專業(yè)的設計人員 ,是值得您信賴與合作的廠家。
擁有全套先進生產(chǎn)線
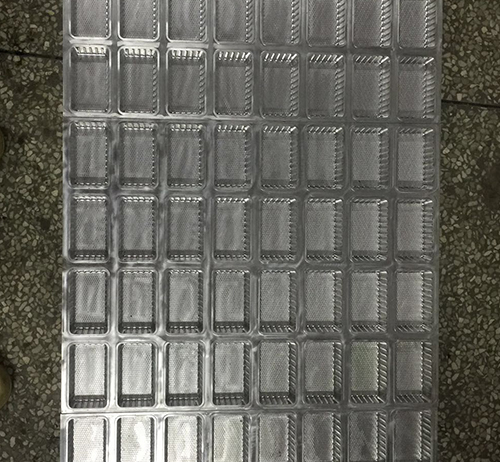
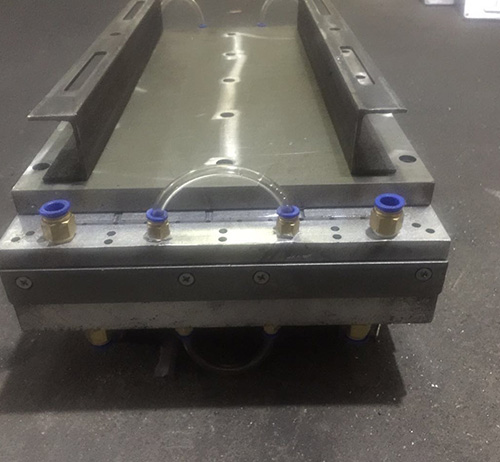
公司擁有一步法、二步法吸塑鋁模全套生產(chǎn)線。設備齊全、生產(chǎn)快捷、模具拋光細膩,表面光滑、設計合理、尺寸誤差小,針對復雜性,脫模困難的模具可噴上鐵氟龍以便脫模。

產(chǎn)品質(zhì)量達到國家標準
我們長期承接大型、中型、小型、復雜及高難度化的常規(guī)吸塑鋁模和冷卻吸塑鋁模(全自動設備模具:正負空壓模、正壓模)服務宗旨:誠信服務、精誠合作、客戶至上。本廠提供一條龍服務,為您省時省事。
定制加工及服務
公司可針對不同用戶的需求,免費為您提供設計支持、技術(shù)咨詢、安裝指導及售后服務。服務體系完善,快速響應,及時反饋。

余姚市鑫銘模具科技有限公司是一家專業(yè)服務吸塑包裝行業(yè)模具的廠家。公司十幾年來專業(yè)于設計、精于研發(fā)、重于生產(chǎn)、銷售及維護吸塑模具為主,目前是浙江省首家正規(guī)化現(xiàn)代化發(fā)展的吸塑模具公司。公司核心技術(shù)團隊人員從2001年開始從事吸塑包裝模具行業(yè)工作,是吸塑模具行業(yè)的精英,團隊精通吸塑成型原理,精湛設計、快捷生產(chǎn)、技術(shù)研發(fā)等。公司2015年開始接觸熱成型機械自動化生產(chǎn)線三工位和四工位模具,從此邁向新的領域。......
+

PHONE
電話:15258121900 聯(lián)系人:何先生
ADDRESS
地址:浙江省余姚市鳳山街道同光村蔡家258號
郵箱:1028237185@qq.com
請認真填寫需求信息,我們會在24小時內(nèi)與您取得聯(lián)系
網(wǎng)站版權(quán)所有:2019 余姚市鑫銘模具科技有限公司 浙ICP備19001818號 技術(shù)支持:世創(chuàng)網(wǎng)絡 熱門搜索:浙江吸塑鋁模廠家、山東吸塑鋁模廠家、江蘇吸塑鋁模廠家